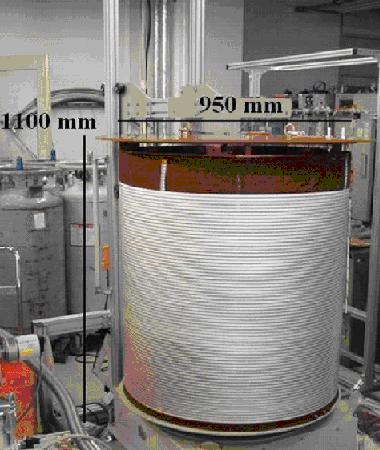
図1 全長212.6 mのYBCO線材。表面は安定化層であるAgを蒸着している。写真は全長でのIc測定を行うため、専用のボビンに巻きつけた状態である。
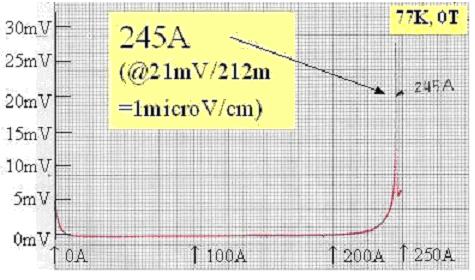
図2 212.6 m YBCO線材の全長でのIc測定結果。全長のIcは245 Aであった (1 V/cmの定義)。
本研究を指揮している山田穣 吊古屋センター長は「非常に均一で高Icの特性が得られた。これはIBAD-PLD法が工業的にも優秀であることを示すものである。《と語っている。
マルチプルーム・マルチターン(MPMT)-PLD法
PLD法によるYBCO層の成膜は、成膜領域が小さいため、高速化を実現するためには成膜レートを向上させる必要がある。しかしながら、単にレーザの発振エネルギーや発振周波数を大きくするだけでは、YBCO膜のモフォロジーの劣化やターゲットへのダメージ等の問題が起こり、高特性化への障壁となる。そこで、レーザ光学系を工夫することにより、複数のプルームを線材長手方向に発生させることで,長手方向の成膜の均一化及び成膜領域の拡大を行い、さらに奥行き方向に対しても、基板を複数回巻きまわすことで、成膜領域の拡大、すなわち成膜速度の向上を行っている。
200 m化及び高速化・高特性化の検討
従来の100 m線材を作製したときの成膜速度(線材の送り速度)は15 m/hであったが、これを200 m線材の作製では30 m/hにした。YBCO層を厚膜化する際には、YBCO膜が増加するに伴い成膜設定温度(ヒータ温度)を上昇させることで、膜表面の温度を一定に保つ多層成膜が有効である。よって200 m線材の作製時も、各層ごとに成膜設定温度を上昇させて成膜を行い、今回の200 m線材では8回成膜を行った。
使用したPLD-CeO2/IBAD-GZO/Hastelloy基板のPLD-CeO2層の結晶面外配向度(⊿w)は約2.0~2.5°、結晶面内配向度(⊿φ)は約4.8~5.5°である。この基板上にMPMT*PLD法で、1回の成膜速度30 m/hの成膜を8回行った(線材の製造速度3.75 m/h)。図1は実際に作製したYBCO線材の写真である(全長212.6 m)。図2は全長でのI*V曲線である。この結果、全長212.6 m、end-to-end Icは245 A (膜厚は約2.25 μm)、機器応用等の目安となる線材特性値である長さLと臨界電流Icの積、Ic x Lは52,087 A•mとなった。
本実験を行ったグループの代表である衣斐顕主任研究員によれば、「15 m/hから30 m/hに上昇させることで、1層ごとの膜厚が薄くなり、より詳細な最適成膜温度の検討が可能である。速度を上げると成膜回数は増えるが、1回の成膜で、より高Jc層を成膜することが出来るため、従来よりも高速でかつ高Icの線材の作製が可能になった。《と語っている。
図2 212.6 m YBCO線材の全長でのIc測定結果。全長のIcは245 Aであった (1 V/cmの定義)。
(Superibi)