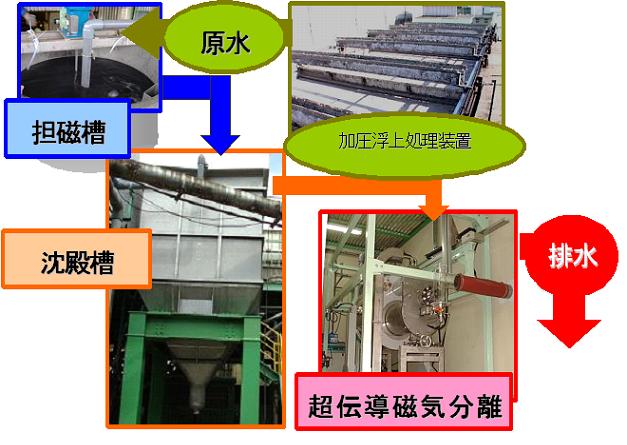
図1 廃水処理速度500t/日のプラント設備構成
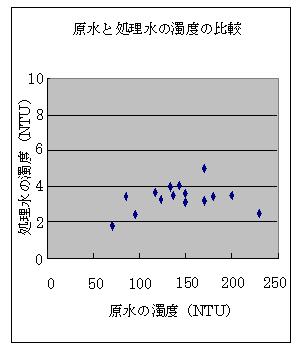
図2 種々の製紙廃水(加圧浮上処理後)原水に対する分離処理後の排水の濁度
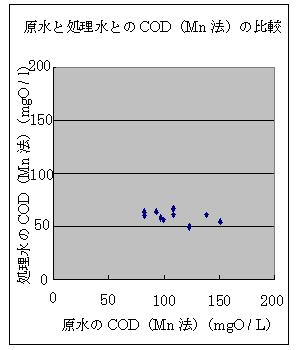
図3 種々の製紙廃水(加圧浮上処理後)原水に対する処理水のCOD
製紙工場では工程で大量の水を使用しており、それとほぼ同量の廃水を出しているが、環境保全への意識が高まるにつれて排出基準が強化される傾向にあるため、その廃水処理に対して高度の技術を導入する必要が出てきていた。特に再生紙製造工場などは再生ルートの確保のため都市近郊に立地しており、必然的に厳しい廃水の排出基準が設定されているのが現状である。そこで同共同研究体は、新しい概念に基づく水資源創造技術の一つとして超電導磁石を利用した廃水再利用システムの構築を目指していた。このシステムが完成すれば、排出基準が厳しい都市近郊であっても廃水を排出しないため将来的に基準が強化されても新たな対応策を考える必要がなく、しかも経済性や設置面積の問題も心配しないで良いため、廃水処理システムとして将来、製紙廃水だけに留まらず、食品工場など様々な都市近郊立地型工場に取り入れられる可能性が高い。 現在、大阪近郊の工場に実際に設置されている廃水処理のシステムフローを図1に示す。
このプラントは予め加圧浮上処理された製紙廃水(CODで約200 mgO/L程度)に強磁性粒子を混入して担磁(廃水に含まれるパルプ等に磁性を付与する処理のこと)を行い、それを沈殿槽に送り、一旦沈殿物を取り除き、その後再度担磁処理を施して超電導磁石で染料など溶解性の有機分子等を除去し、最終的にはCODで50 mgO/L程度の排水にして、再度工場の上工程で利用できるように設計されている。図2,3に種々の加圧浮上処理水に対してこのシステムで処理した後の浄化の程度を濁度およびCOD値で示す。図2から分かるように原水では230~70(NTU)程度あった濁度が処理後は2~5(NTU)程度にまで浄化できている。また、図3に示したCOD値についても、150~0mgO/Lが50 mgO/Lにまで削減できている。製紙工場では、回収した紙の種類や再生紙への着色に用いる染料の種類により原水の濁度やCOD値が異なるのであるが、どのような場合でも、再利用できる基準をクリアーしている。また、1年を通じて実証実験を行ったが、顕著な季節変動もなく、良好な結果が得られている。これらの結果より実際に工場内に設置した環境下でも目標処理基準を十分満たした状態で稼動できることが実証された。今後は、処理槽内での沈殿物の分布や流速とCOD値との関係など詳細なデータの蓄積を行い、他の工場に設置する際の設計用データベースを充実させてゆくことが予定されている。
本実証実験で担磁プロセスを担当している大阪大学大学院の武田氏は、「現在のシステムの能力を考慮すると、処理速度とCOD値の観点からはすでに導入可能な工場は製紙工場以外にも多数存在するのではないだろうか。今後は、除去する対象物はどんな物質で、どの基準まで除去するのか、工場のどの工程に導入すれば最も効率良く廃水を再生できるのか、など具体的な対象と目標値を設定しながら研究を進めてゆけば、遅くとも2~3年以内には複数の工場で超電導磁気分離システムを稼動することが十分可能である技術水準にまで到達した《とコメントしている。本システムは超電導磁石を用いて大量高速処理できるため、設置面積が6 m x 6 mと非常にコンパクトにできることも特徴の一つである。より安定に稼動でき、より安価な超電導磁石が開発されれば、磁気分離法が都市近郊の工場廃水処理法の主流となり得るのではないだろうか。
図2 種々の製紙廃水(加圧浮上処理後)原水に対する分離処理後の排水の濁度
図3 種々の製紙廃水(加圧浮上処理後)原水に対する処理水のCOD
(久しぶりの関西人)