図1

図2

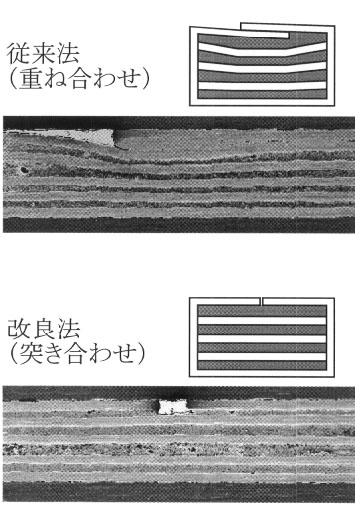
図3
金材研グループは、Bi-2212/Ag線材の作製プロセスとして予備焼成(Pre-Annealing)と中間加工(Intermediate Rolling)を組み合わせたPAIRプロセスを開発し、これによりディップコート法で作製した線材で従来法の2倍程度のJcが得られることを公表(1997年秋季低温工学超電導学会)している。今回は昭和電線グループと共同で、Bi-2212/Ag多層テープ線材へのPAIRプロセスの適用を検討し、4.2 K, 10 T中でのJcで500,000 A/cm2以上を達成した。(従来は、日立グループによる250,000 A/cm2等が世界最高レベルであった。)この詳細が1998年春季低温工学超電導学会(講演番号C1-1)で報告された。
Bi-2212/Ag多層テープ線材は下記の工程で作製されている。Bi-2212相化合物、及び、有機溶媒からなる混合物を使用して、塗布法で銀テープ上に厚膜を形成する。乾燥後のテープ3本を積層して銀-マグネシウム合金箔でラッピングすることによりBi-2212/銀複合線材形状とする。今回は、ラッピング工程の加工精度を向上させ、図1に示されるように、銀合金箔の重ね合わせ部分を無くして突き合わせとしている。
図2にはPAIRプロセスを含む処理行程が示されている。純酸素ガス気流中、840 ℃、1時間の予備焼成、及び、室温での中間加工(ロール圧延、加工回数1回、変形率25 %)のPAIRプロセスの後、純酸素ガス気流中、最高温度888 ℃の条件で部分溶融徐冷熱処理を行っている。
作製プロセスの改良と導体構成の最適化の効果が図3に示されている。従来法(重ね合わせ、PAIRプロセス無)ではJc(oxide, 4.2 K,10 T) = 1.4×105 A/cm2程度であるのに対し、作製プロセスの改良のみ(重ね合わせ、PAIRプロセス処理)でJc(oxide, 4.2 K, 10 T) = 3.2×105 A/cm2、導体構成の最適化のみ(突き合わせ、PAIRプロセス無)でJc(oxide, 4.2 K, 10 T) = 2.9×105 A/cm2程度の酸化物臨界電流密度が得られている。さらに、両方を組み合わせて行う(突き合わせ、PAIRプロセス処理)ことにより、Jc(oxide, 4.2 K,10 T) = 5.2×105 A/cm2に達する高い臨界電流密度が得られている。従来法では、高度なc軸配向組織は酸化物/銀界面近傍のみに限られており、酸化物部分中央部では粒子配向に乱れが生じていた。これに対して、PAIRプロセス処理を行ったものでは、酸化物部分全体にわたって高度なc軸配向組織が得られており、これが特性向上の最大要因と考えられる。
北口仁氏談:PAIRプロセスという単純なプロセスで大きな特性向上が達成されたことは、工業的見地からも期待がもてる。Bi-2212の場合には、溶融凝固処理を行うことから最終熱処理前の状態には大きな注意が払われていなかったが、溶融前の状態に着目して最適化を図ることにより今回の成果が達成された。部分溶融状態からの凝固挙動にも従来法の場合との差異が見られる。酸化物部分の高密度化に起因するものと推測しているが、学問的にも興味深い。今後は、PAIRプロセスを行った場合の溶融凝固過程の基礎的理解を深めるとともに、長尺線材化に取り組む。
長谷川隆代氏談:導体構成の最適化により平滑な酸化物/銀界面を増大させたことが、高度な粒子配向の線材全体での実現につながった。PAIRプロセスと組み合わせた長尺線材への適用法を早急に開発したい。今回の大きな特性向上により、Bi-2212線材の冷凍機冷却マグネットへの応用の可能性が高まった。
(Mon Dieu)
図2
図3