SUPERCONDUCTIVITY COMMUNICATIONS, Vol.23, No.1 Febuaryr, 2014
杮怴弔崋偱偼崅壏挻揹摫懱偺慄嵽丄僶儖僋偺尰忬偲 2014 擭偺揥朷傪摿廤偟傑偟偨丅
PLD 朄 Y 宯慄嵽丂尰忬偲 2014 擭偺揥朷 丵 僼僕僋儔 丵
丂PLD 朄偼崅偄巁慺暘埑壓偵偍偄偰崅嫮搙偺巼奜僷儖僗岝傪梡偄偰從寢懱僞乕僎僢僩偺昞憌傪慖戰揑偵崅懍忲敪偝偣傞偙偲偑弌棃傞偨傔丄懠偺惢朄偵斾傋傞偲尦慺慻惉斾摍偺忦審曄摦偑偟擄偔丄斾妑揑彮側偄僷儔儊乕僞娗棟偱挿帪娫偺埨掕崌惉偑壜擻偱偁傞丅僼僕僋儔偵偍偄偰偼丄堦娧偟偰暔棟揑婥憡朄偱偁傞 IBAD 朄拞娫憌偲 PLD 朄挻揹摫憌偺慻傒崌傢偣偵傛傞 Y 宯慄嵽僾儘僙僗奐敪傪懕偗偰棃偰偍傝丄 PLD 朄偵偮偄偰偼嬐偐側壏搙曄摦傪曗彏偡傞偨傔偵丄忲拝椞堟慡懱傪嬒擬楩曽幃偱鐃幩壛擬偡傞 ( 儂僢僩僂僅乕儖曽幃 ) 摍偺帋傒偱峏側傞曕棷夵慞丄惗嶻惈偺岦忋偑恑傔傜傟偰偒偨丅
丂
偙偺曽幃偼忲拝娐嫬偑傛傝擬暯峵偵嬤偄忦審偵側傞偙偲偐傜枌惉挿柺偺壏搙僐儞僩儘乕儖惈偵桪傟偰偄傞偲峫偊傜傟丄儘僢僩撪丄儘僢僩娫偺慡挿嬒堦惈偑崅偔側傞孹岦偑尒傜傟傞丅偦偺寢壥丄尰嵼 10 mm 暆慄嵽偵偍偄偰 300-500 m 扨挿掱搙偱偺惉枌偑捠忢儖乕僠儞偱峴傢傟偰偄傞懠丄 1 km 扨挿偵偮偄偰傕僒儞僾儖嶌惢偼壜擻偲側偭偰偄傞丅
丂
巗斕偵偁偨偭偰偼偙傟傪 5 mm 埲壓偺慄暆偵嵸抐偟丄埨掕壔摵旐暍傪峴偄愨墢傪巤偟偰慄嵽傪峔惉偡傞丅慄暆偑彫偝偔側傞傎偳嬊強揑寚娮偵傛傞塭嬁偑業傢偵側傝丄儐乕僓乕梫媮傪枮偨偡嬒堦惈堐帩偑擄偟偔側傞孹岦偵偁傞丅尰嵼偺昗弨偱偁傞 5 mm 暆偐傜傛傝拞怱巇條偺嵶暆壔偑弌棃側偄偐専摙傪恑傔偰偍傝丄 3 mm 暆掱搙傑偱偼巗斕壜擻偲側偭偰偄傞丅婎斅岤偝偵偮偄偰傕尰嵼偼庢埖惈傪峫椂偟 75 m m 岤傪昗弨偲偟偰偄傞偑丄摨條偵拞怱巇條偺敄岤壔偺壜擻惈傪専摙偟偰偄傞丅摵旐暍偵偮偄偰偼丄尰嵼偼惢憿僐僗僩偺掅偄敿揷 偵傛傞摵敁揬傝崌偣曽幃傪昗弨偲偟偰偍傝丄岤偝偵偮偄偰偼 300 m m 岤掱搙傑偱懳墳壜偱偁傞丅峏偵摵岤偑敄偄偙偲偑朷傑偟偄応崌偼摵儊僢僉曽幃旐暍 (20 m m 掱搙埲壓 ) 偱懳墳偟偰偍傝丄寢壥慄嵽岤傒偼愨墢娷傔 0.14 mm 掱搙偲側傞丅
丂
帴応摿惈偵偮偄偰傕丄僐僀儖愝寁忋慄嵽慡挿偵偍偗傞嬒堦惈偑廳梫偱偁傞偙偲偼尵偆傑偱傕側偄偑丄恾 1 偵帵偡 1 km 挿慄嵽偺堦晹傪愗傝弌偟丄峀偄壏搙椞堟偱 3 T 悅捈帴奅拞偵偍偗傞摿惈傪昡壙偟偨寢壥丄帺屓帴奅拞偲曄傢傜側偄崅偄嬒堦惈傪堐帩偟偰偄傞偙偲偑妋擣偝傟偰偄傞丅恾 2 偵偄偔偮偐偺巗斕慄嵽偵偍偄偰丄 20 K 丄 15 T 偺帴奅拞摿惈偲丄塼懱拏慺壏搙偵偍偗傞帺屓帴奅媦傃 0.6 T 帴奅拞偺摿惈傪僾儘僢僩偟偨恾傪帵偡偑丄塼懱拏慺壏搙偺帴奅拞摿惈偲掅壏嫮帴奅拞偺摿惈偑傛偔僗働乕儖偟偰偄傞偙偲偑傢偐傞丅帺屓帴奅摿惈偵偍偄偰偼 J c 偺枌岤摍傊偺僷儔儊乕僞埶懚惈偑帴応拞偲堎側傞怳傞晳偄偑尒傜傟傞偑丄 0.6 T 掱搙偺彫偝側帴奅偱峀斖埻偺摿惈傪梊應壜擻偱偁傞偙偲偼丄検嶻昳偲偟偰廳梫偱偁傞丅嬤擭恖岺僺儞偵傛傞 Y 宯慄嵽摿惈偺岦忋偑懡偔曬崘偝傟偰偍傝丄崅壏偵偍偗傞幚梡壔丄嫮帴奅摿惈偺夵慞偺偨傔偵桳岠偱偁傞偑丄巗斕慄嵽偵偍偄偰偼嬒堦惈偲検嶻惈偵桪傟傞偙偲偑嵟傕媮傔傜傟丄帴応摿惈偑暋嶨夁偓側偄偙偲傕朷傑偟偄梫慺偲側傞丅
丂
Y 宯慄嵽偼崅嫮搙偺 Ni 婎崌嬥傪婎斅偲偟偰梡偄傞偙偲偐傜丄摉弶傛傝婡夿摿惈偺崅偝偑婜懸偝傟偰偒偨偑丄杮慄嵽偵偮偄偰傕 1 枩夞偺孞曉偟堷挘帋尡傪塼懱拏慺拞偱幚巤偟偨寢壥丄 0.46% 榗丄 765 MPa 偺墳椡偵偍偄偰楎壔柍偔挻揹摫摿惈偑堐帩偝傟偰偄傞偙偲偑妋擣偝傟偨 ( 恾 3) 丅惼惈嵽敄枌偱偁偭偰傕崅嫮搙婎斅偵巟偊傜傟偰戝偒側僼乕僾椡偺偐偐傞嫮帴奅墳梡摍傪憐掕弌棃傞偙偲偑傢偐傞丅堦曽丄庽帀娷怹僐僀儖偵偍偄偰栤戣偲側傞悅捈堷偒攳偑偟曽岦偺攳棧椡偵偮偄偰偼丄僾儘僙僗嬒堦惈娗棟偵傛傞嬊強寚娮掅尭偲斾椺偟偰夵慞偺孹岦偵偁傞傕偺偺丄惼偄挻揹摫憌偑婲揰偲側傞攋夡偑梫場偲側偭偰偄傞偙偲偐傜尷奅偑偁傝丄偦偺傑傑偱捠忢偺娷怹峔憿傪揔梡偡傞偙偲偼擄偟偔丄慄嵽懁丄僐僀儖姫慄懁憃曽偺岺晇偑昁梫偱偁傞丅椺偊偽摵儊僢僉曽幃慄嵽傪揔梡偡傞偙偲偱摵揬傝崌偣峔憿偺僄僢僕晹偺墳椡廤拞攋夡傪崕暈偡傞偙偲偑峫偊傜傟傞偑丄姫慄懁偱攳棧曽岦墳椡傪掅尭偡傞岺晇傕桳岠偱條乆側専摙偑恑傔傜傟偰偄傞丅僼僕僋儔偵偍偄偰偼摵曐岇憌傪揬傝崌偣偨峔憿偺慄嵽傪 7.2 km 梡偄偰娷怹嵻偺塭嬁傪掅尭偡傞岺晇傪偟偨 24 憌偺娷怹僷儞働乕僉僐僀儖傪嶌惢偟丄 25 K 嬱 摦偱 5 T 偺帴奅傪敪惗偡傞 20 cm 儃傾宎偺揱摫椻媝僐僀儖傪奐敪偟偨丅摨僐僀儖偼 2012 擭廐偵惢憿屻丄幮撪偺帴応摿惈昡壙愝旛偱幚梡偵嫙偝傟偰偍傝丄偙傟傑偱偺偲偙傠 1 擭敿偺壱摥偵墬偄偰楎壔摍偺栤戣偼慡偔惗偠偰偄側偄丅
丂
堦曽丄 Y 宯慄嵽偼崅 J c 偱偁傞偙偲偐傜掅儘僗戝梕検働乕僽儖幚尰傊偺婜懸偑偁傞丅 NEDO 乽 岎棳 挻揹摫揹椡婡婍婎斦媄弍尋媶奐敪乿僾儘僕僃僋僩偵墬偄偰丄 4 mm 暆偺 IBAD/PLD 朄慄嵽傪 4 憌寁 60 杮擰傝崌偣偨峔憿偵偰 15 m 挿偺働乕僽儖傪帋嶌偟偨寢壥丄 77 K , 5000 A 偺捠揹偱 1.4 W/m 偺掅儘僗傪払惉偟偨 ( 恾 4) 丅偙傟偼摨堦梕検偺働乕僽儖偵懳偟偰掅偄寢壥偱偁傝丄傛傝彮側偄慄嵽検偱擬晧壸傪壓偘傜傟傞偙偲傪堄枴偟丄嬒堦惈偺崅偄 Y 宯慄嵽傪梡偄傞偙偲偱慄嵽嫬奅晹偺悅捈帴奅惉暘偺塭嬁偑掅尭偟丄働乕僽儖惢憿偺僐僗僩僟僂儞偵宷偑傞偲偄偆梊應偑夵傔偰専徹偝傟偨丅
丂
Y 宯慄嵽偼偄偢傟偺惢朄傕暯妸側婎斅忋偵崅搙偵寢徎攝岦偝偣偨敄枌傪惉挿偝偣傞僥乕僾峔憿偲偄偆揰偱嫟捠偟偰偍傝丄怣棅惈崅偄惢朄偵傛傞掅僐僗僩検嶻懱惂偺妋棫偑媫偑傟偰偄傞丅 PLD 朄偼崅妟側僄僉僔儅儗乕僓乕傪昁梫偲偡傞傕偺偺丄摨庬偺儗乕僓偑塼徎僨傿僗僾儗僀惢憿僾儘僙僗偱巊傢傟傞偙偲偐傜嬤擭偺媄弍恑揥偑挊偟偔丄廬棃寽擮偝傟偰偒偨儔儞僯儞僌僐僗僩偼戝暆偵掅壓偟偮偮偁傞丅婥憡崌惉朄偲偟偰偼惂屼僷儔儊乕僞乕偑彮側偄偙偲丄嵽椏廂棪偑崅偄惢朄 ( 50% 掱搙 ) 偱偁傞偙偲丄暣懱從寢偺傒偱尨椏僞乕僎僢僩傪峔惉偱偒傞摍丄惗嶻惈傗僐僗僩柺偱桳棙側揰傕懡偔丄帠嬈壔傊岦偗偰 QCD (Q: quality, C: cost, D: delivery) 偑媫僺僢僠偱恑傔傜傟偰偄傞丅尰嵼丄 10 mm 暆偱 300 km / 擭偺惢憿傪憐掕偡傞愝旛偲偟偰丄儘乕僪儘僢僋婡峔傪旛偊偨戝宆偺儂僢僩僂僅乕儖曽幃惢憿憰抲偺儔僀儞壔傪恑傔偰偍傝丄昳幙丄曕棷偺峏側傞岦忋偲丄惢憿 偺 僉儍僷 僔僥傿 奼戝傪恾傞梊掕偱偁傞丅 ( DB601 )
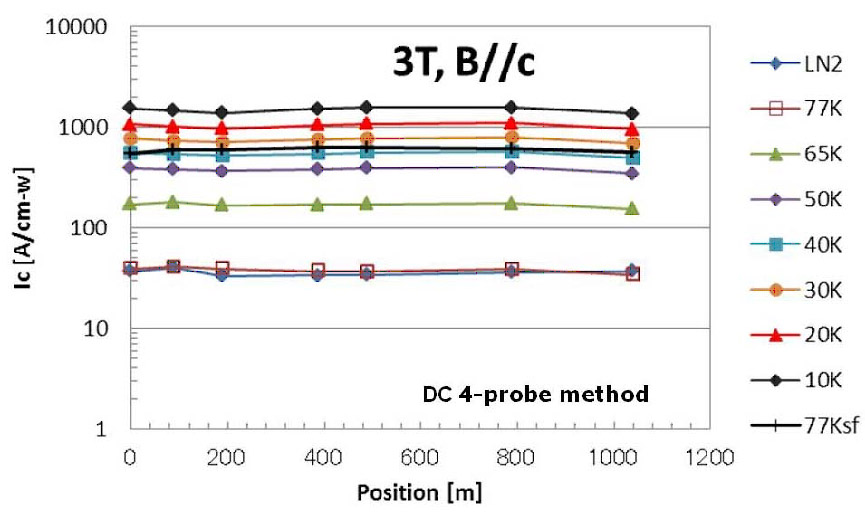
恾 1 1 km 挿慄嵽偺挿庤曽岦 I c 暘晍摿惈(77 K, 0 T 媦傃 20~77 K 偺 3 T 帴奅拞 ( B 佦 c ))
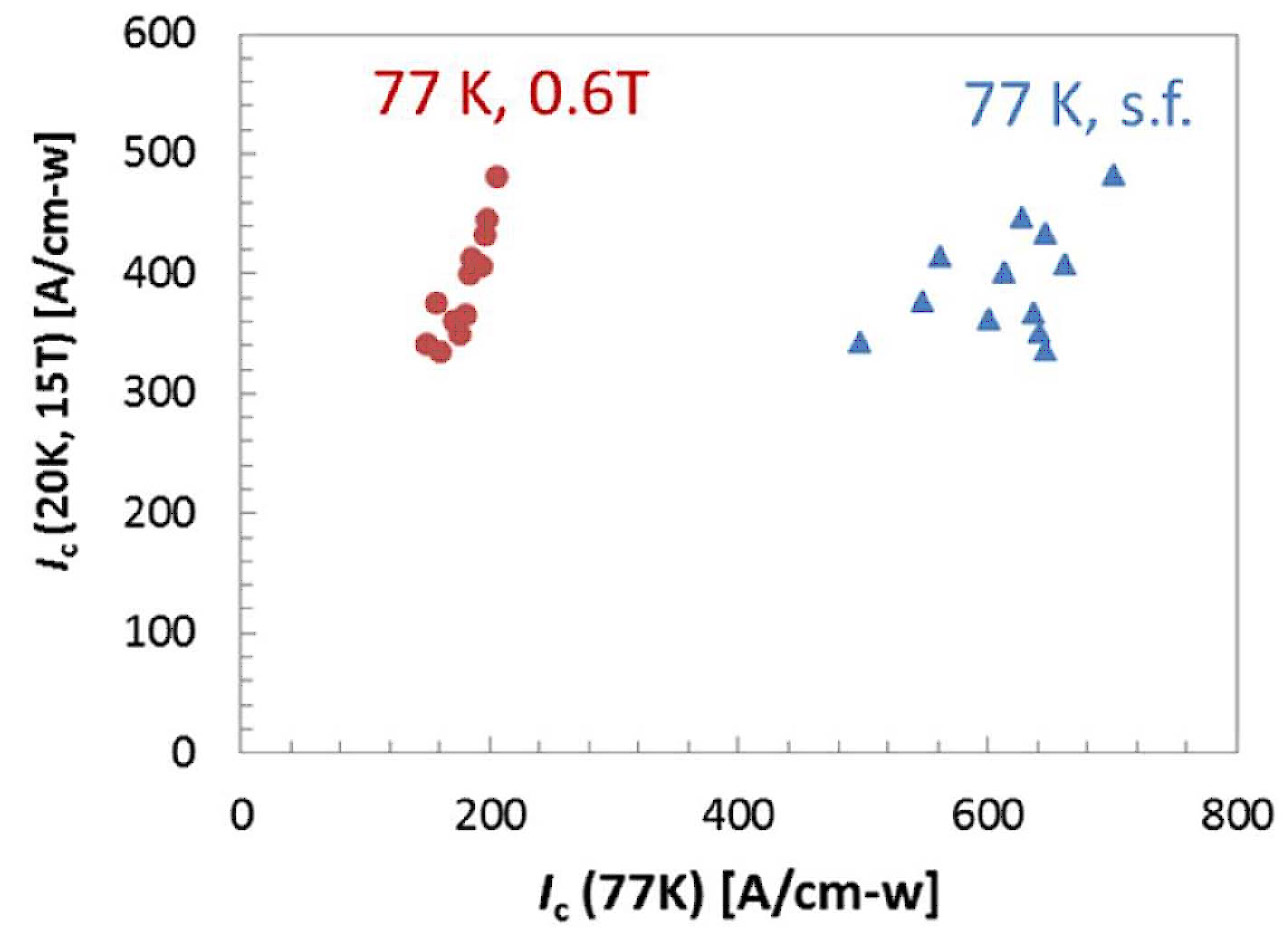
恾 2 20 K, 15 T 偺帴奅拞摿惈偲丄塼懱拏慺壏搙偵偍偗傞帺屓帴奅媦傃 0.6 T 帴奅拞摿惈偺憡娭
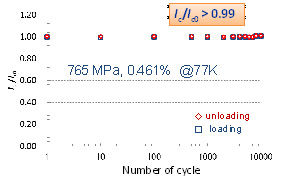
恾 3 丂塼懱拏慺拞偺 1 枩夞偺孞曉偟堷挘帋尡寢壥
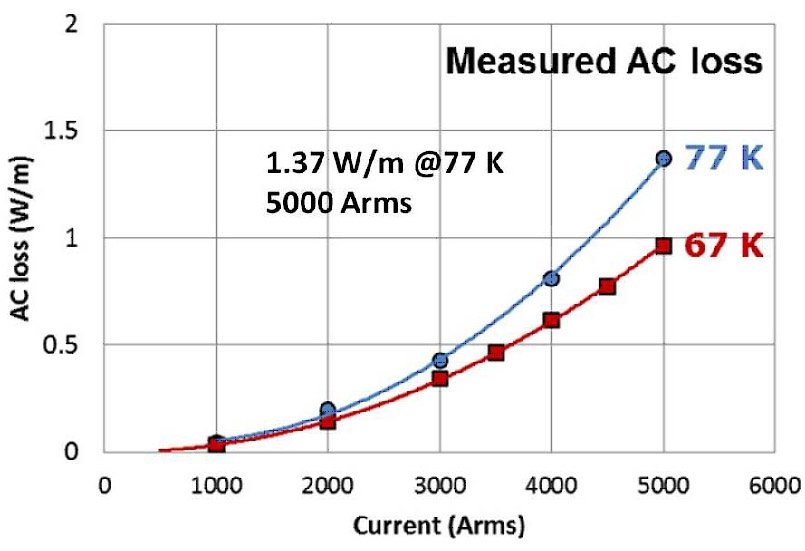
恾 4 IBAD/PLD 朄慄嵽傪梡偄偰嶌惢偟偨 15 m 挿 儌僨儖働乕僽儖偺捠揹 ac 儘僗